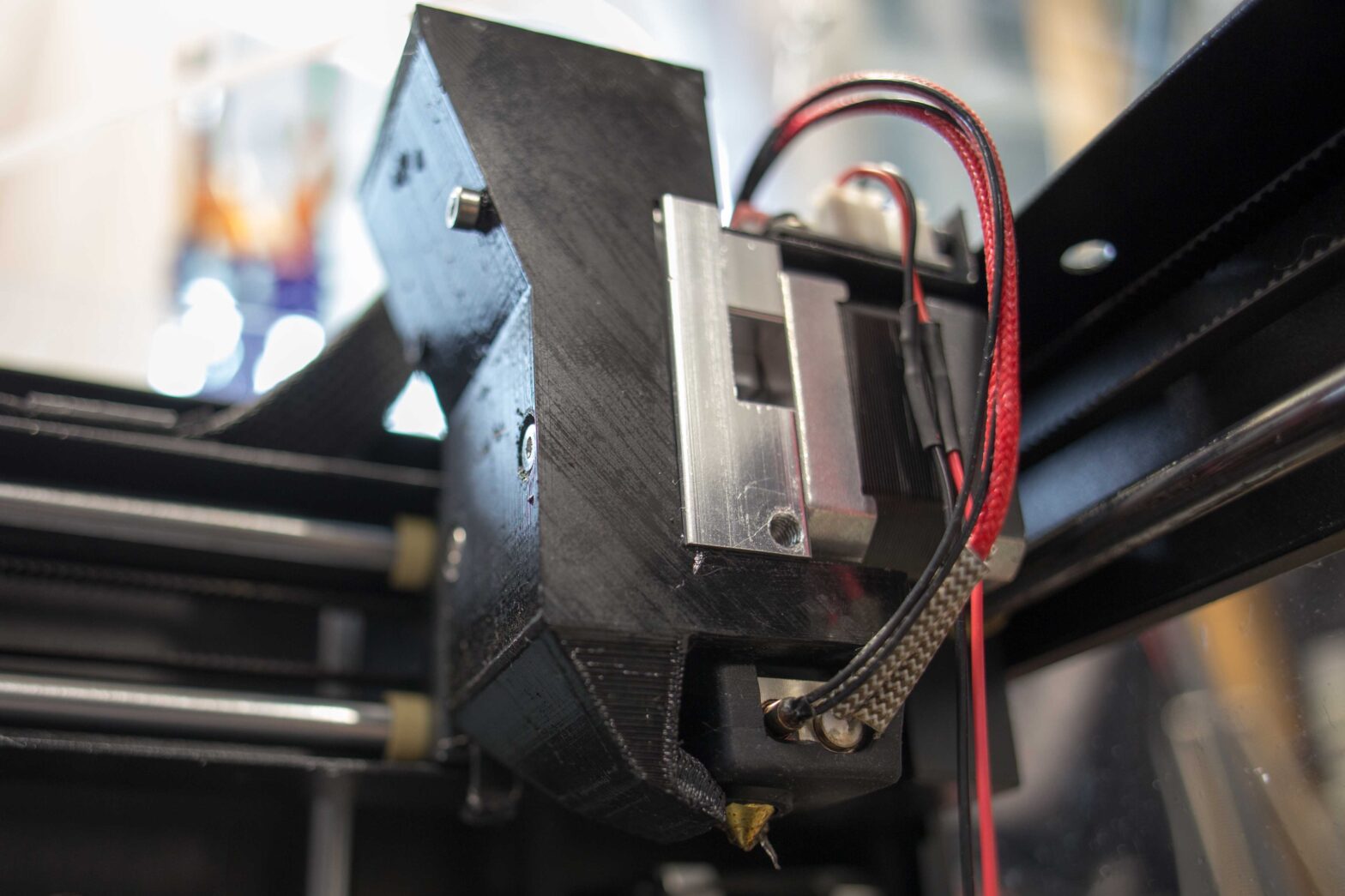
The Renkforce RF100 3D printer has inadequate heat management at the hotend. The heat from the extrusion nozzle rises through the inadequately designed heat break. As with many 3D printers of this generation, a PTFE sleeve is embedded in the upper end of the heat break for thermal insulation. This becomes too hot due to a lack of cooling and clogs up over time. In particular, printing filaments with extrusion temperatures above 215 °C quickly causes problems.




I completely discarded the manufacturer’s cooling system and developed a new system with integrated cooling of the component. The air flow is guided vertically along the heat break and again between the heat break and the hot end. Part of the air flow is branched off directly at the fan and directed directly onto the component in a separate channel parallel to the cooling. The disadvantage of this system is that the speed of the component fan cannot be controlled independently. Nevertheless, I decided to use this system because all the filaments I want to process on this small printer require 100% cooling anyway.
I used a 12 V 40x40x20 mm fan with a flow rate of 9.34 m³/h and connected it in place of the original fan. I provided blind holes for melt-in threads to attach the fan.
List of Material
40x40x20 mm 12 V fan
https://amzn.to/4c3mk5h
M3 Melt-in thread
https://amzn.to/4c3mk5h
PETG Schwarz
https://amzn.to/3PjboGX